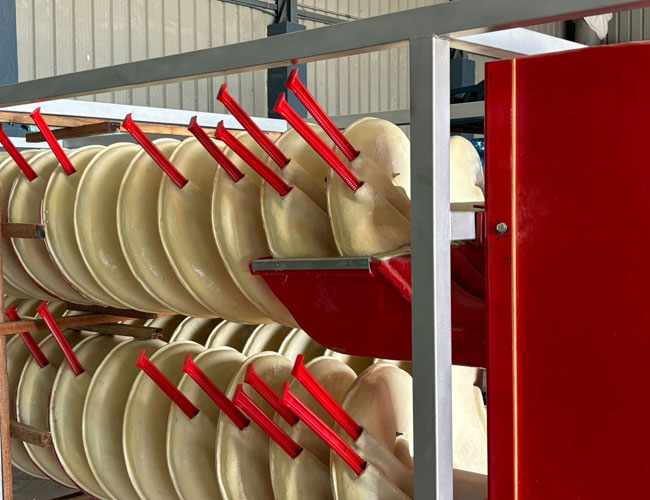
Product Name : MINERAL SEPARATOR SPIRAL
Model : AYFA HEAVY 10I
Material of Construction : High wear resistant polyurethane with FRP coated
DIA Size : 600 mm
Capacity : 3 ton/hr per start
Size Range : 0.03 - 2 mm material size
Used For : Iron ore, Beach sand, Chrome, Ferro alloy, Manganese ore etc..
- faisal@famyafab.com
- 91 97895 25246
- Sankaraperi, Tuticorin.
Services
Our Services
Our spiral separators are designed for efficient gravity-based mineral separation, ensuring high recovery and consistent performance. Built with durable materials, they offer reliable operation with minimal maintenance.
Technical Specifications: Available in LOW, MID, HIGH & Fines series, designed for easy installation and long service life.
Applications: Suitable for Garnet, Ilmenite, and Silica Sand processing.
Advantages: High recovery efficiency, low maintenance, durable design, and stable performance.
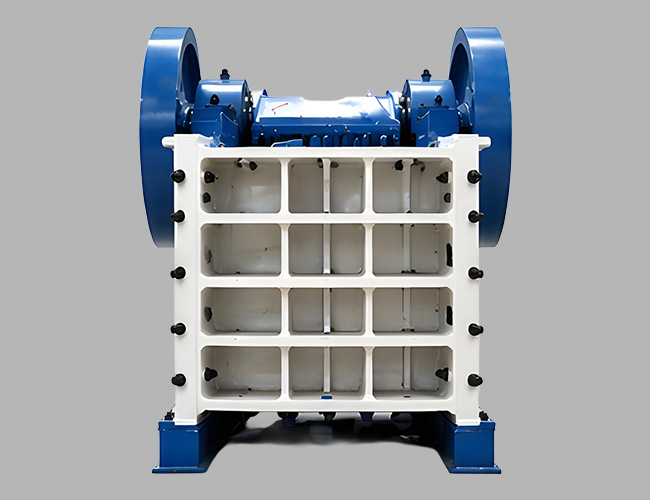
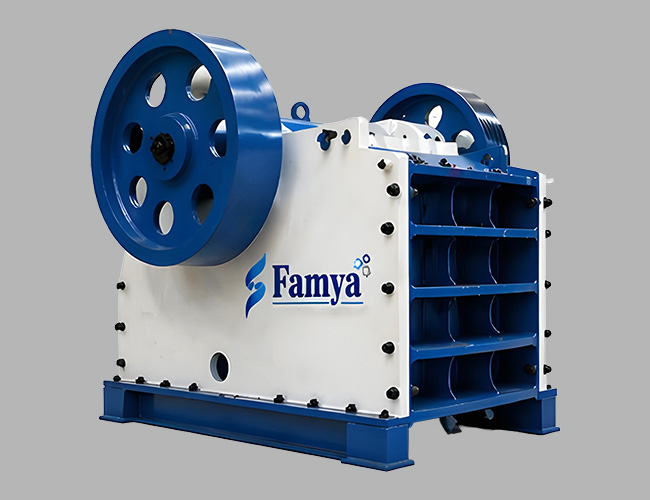
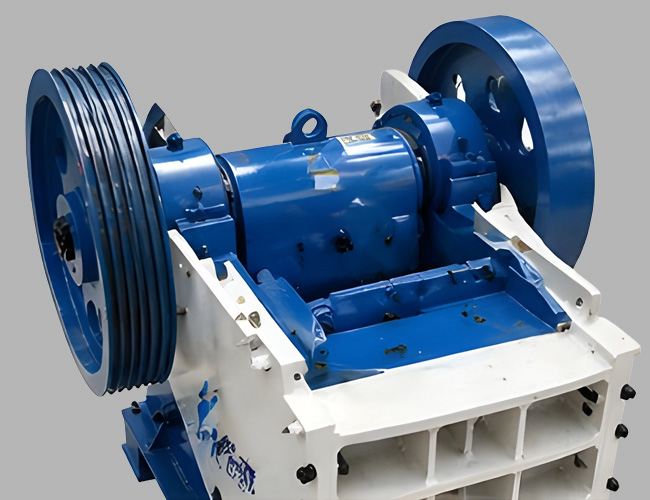
We provide complete crushing and screening systems for mineral processing plants, ensuring efficient material handling and high productivity.
Technical Specifications: Robust crushing units with screening systems, designed for heavy-duty operations and long service life.
Applications: Suitable for various minerals, aggregates, and industrial materials processing.
Advantages: High capacity, efficient operation, durable construction, and reliable performance.
Our hydrocyclone systems are designed for efficient slurry separation and classification, improving processing accuracy and overall plant efficiency.
Technical Specifications: Wear-resistant design with high classification efficiency and low energy consumption.
Applications: Used in mineral processing, sand washing, and slurry classification systems.
Advantages: Accurate separation, low maintenance, energy efficient, and long-lasting performance.
We provide high-quality structural and industrial fabrication services tailored to meet diverse industrial and mining requirements.
Technical Specifications: Precision fabrication using high-grade materials and advanced manufacturing techniques.
Applications: Suitable for industrial structures, plant components, and custom fabrication projects.
Advantages: Customized solutions, strong and durable build, precision engineering, and timely delivery.
We offer complete turnkey solutions for mineral processing plants, ensuring seamless execution from concept to commissioning.
Technical Specifications: End-to-end project management including design, equipment supply, installation, and testing.
Applications: Applicable for mineral processing plants, mining operations, and industrial setups.
Advantages: Single-point responsibility, efficient execution, cost-effective solutions, and reliable performance.
Product Specification

Product Name : MINERAL SEPARATOR SPIRAL
Model : AYFA FINES
Material of Construction : High wear resistant polyurethane with FRP coated
DIA Size : 750 mm
Capacity : 3 ton/hr per start
Size Range : 0.02 - 1.5 mm material size
Available turns: 7 - 12 turns customizable
Used For : Mineral sand, Silica sand, Iron ore, Gold, Tin.

Product Name : MINERAL SEPARATOR SPIRAL
Model : AYFA MID 12
Material of Construction : High wear resistant polyurethane with FRP coated
DIA Size : 700 mm
Capacity : 3 ton/hr per start
Size Range : 0.03 - 2.5 mm material size
Available Turns : 12 turns
Used For : Mineral sand, Gold, Alluvial and Hard rock, Silica sand, Tungsten, Tin, Garnet, Chromite, Sillimanite, Tantalum.

Product Name : MINERAL SEPARATOR SPIRAL
Model : AYFA MID 7
Material of Construction : High wear resistant polyurethane with FRP coated
DIA Size : 700 mm
Capacity : 3 ton/hr per start
Size Range : 0.03 - 2.5 mm material size
Available Turns : 6.5 - 9.5 turns
Used For : Mineral sand, Gold –Alluvial and Hard rock, Silica sand, Tungsten, Tin, Garnet, Chromite, Sillimanite.
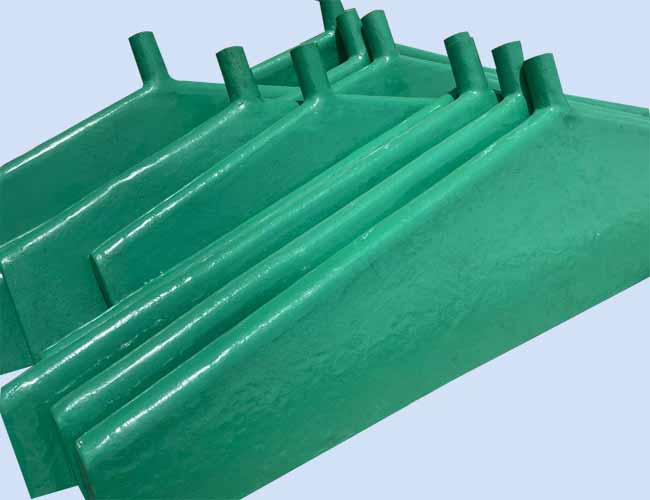
Product Name : LAUNDER
Model : AYFA LAUNDERS
Material of Construction : High wear resistant polyurethane with FRP coated
Pipe Size : 4 inch
Length : 0.5 meter - 6 meter

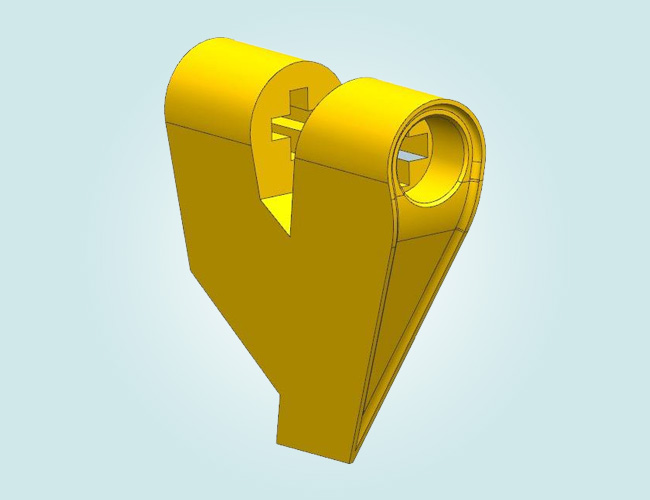
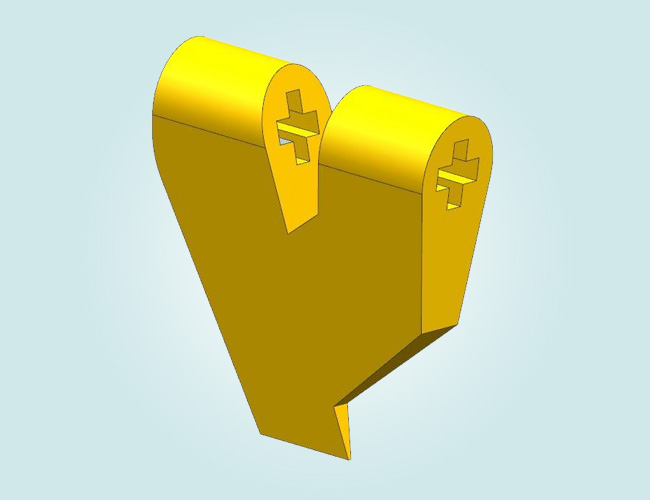
Product Name : DISTRIBUTION TANK
Model : AYFA DIST DRUM
Material of Construction : High wear resistant polyurethane with FRP coated
Inlet Pipe Size : 4 inch
Outlet Pipe Size : 2 inch
Size Range: 3 pipe - 24 pipes

Product Name : HYDROCYCLONE
Model : AYFA HYDROS
Material of Construction : High wear resistant polyurethane
Pipe Size : 2 - 10 inch

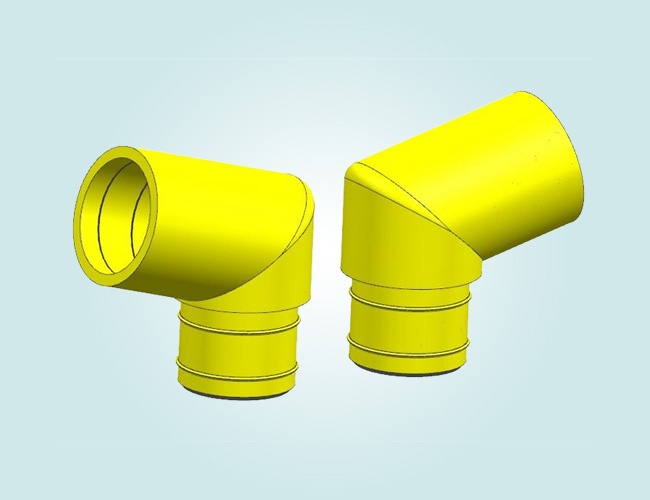
Product Name : PU BEND
Model : AYFA BENDS
Material of Construction : High wear resistant polyurethane
Size : Depending Upon Requirement
Our Products